








Description
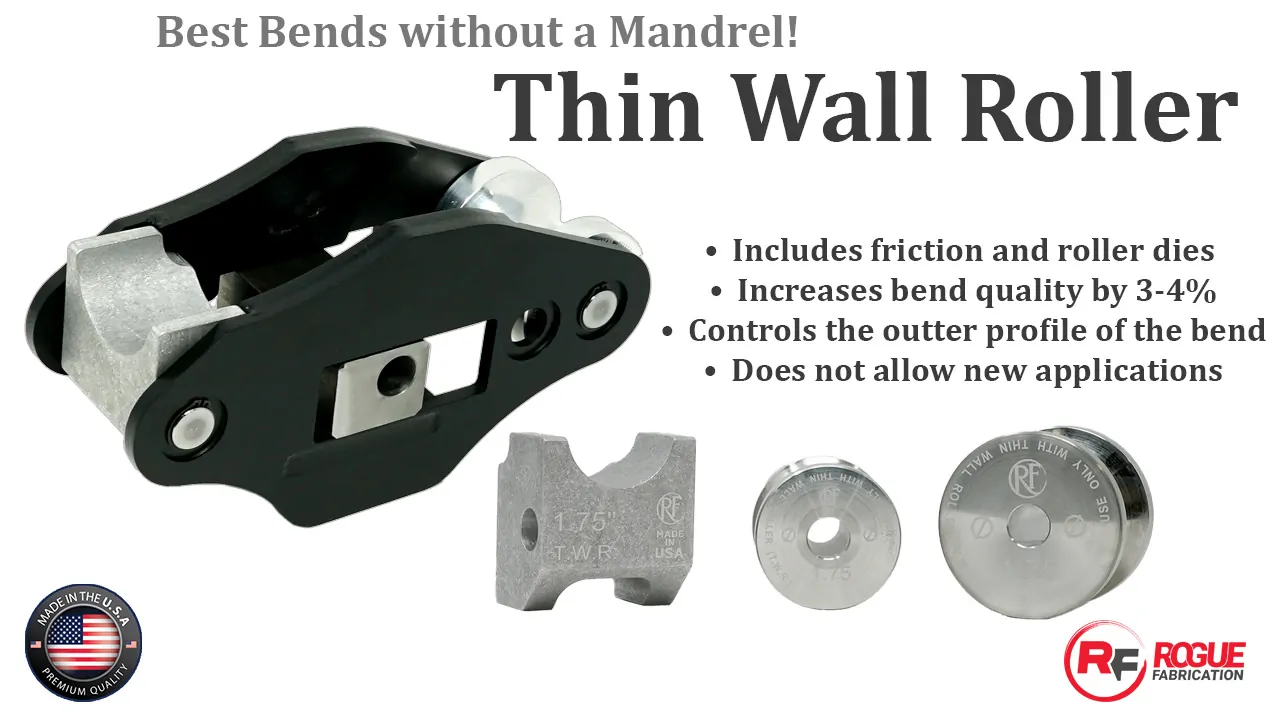
This upgrade installs in 10 seconds in any tubing bender we’ve made since 2014! It uses an adjustable leverage design and ultra-high strength components to put pressure exactly where it is needed during bending to minimize deformation. This effectively controls the outer profile of the bend, cutting deformation substantially on the most challenging applications. Please read the full description prior to purchasing this upgrade. This was designed to improve bend quality on applications which our machines are already rated to bend (in our Tube Capacity Chart), not to allow new applications, like thinner wall or tighter bend radii (smaller CLR) to work. If you want to bend thinner than your machine is rated for (or tighter radius), the mandrel attachment (link here) is the solution. This product is protected is patent pending (filed with the USPTO).
When is this useful? The TWR will significantly increase bend quality on nearly any material (steel, aluminum, stainless, etc) when you are bending the lowest rated wall thickness for the die. As your wall thickness increases, the benefit will decrease as well. Here are some examples (See our Tube Capacity Chart for min. wall data):
1.75 OD x 6″ Radius die, bending .095 wall steel (minimum rated wall thickness): Your bends will go from about 10% deformed to about 7%, which looks about twice a good to the eye!
1.75 OD x 6″ Radius die, bending .120 wall steel (1 thickness above minimum rated wall thickness): Your bends will go from about 7% deformed to about 6%, which looks slightly better.
1.75 OD x 6″ Radius die, bending .125 wall 6061 Aluminum (minimum rated wall thickness): Your bends will go from about 10% deformed to about 7%, but it is very likely that you will get a ridge/dent from the front roller element. This is really trading deformation for the dent. A mandrel would be the best solution here, where you have minimal deformation and no obviously tooling marks or dents.
We currently only offer this for 4.5″ and 6.0″ center line radius (CLR) applications. The assembly can be adjusted to work with either application. You will need pressure dies specific to the TWR (Thin Wall Roller) for each size. So if you are going to bend on a 4.5″ and 6.0″ radius with 1.50″ and 1.75″ OD (Outside Diameter) tubing, you would need one TWR assembly, and one pair of 1.50″ TWR dies and one pair of 1.75″ TWR dies. You can purchase additional TWR frames if you want to make changing sizes faster. It takes a few minutes to swap between sizes. As a reminder, this replaces JUST the pressure die in your tubing bender. You will still need to have a bending die and clamp (so don’t forget to purchase a die set if you’re adding a new size to your tubing bender).
Limitations: We have not tested this on every application. It works on 1.50″ OD through 2.00″ OD round applications only at this time. If you have an auto-stop 2HP electric/hydraulic system, you will have to remove the auto stop trigger brackets from your bends wheels while your TWR is in use (it takes about 1 minute). This assembly extends under the bending die and WILL limit the machine travel to ~84 degrees in the first stroke of the ram. Most motorsports applications will still be a one-shot bend, but you may have to re-pin the ram for bends where you previously did not. The machine will still bend to 180 degrees in 3 hydraulic strokes, just like before. You can remove the TWR and put a regular pressure die back in the machine at any time and run your bender just like you always have.
Construction: There is not a single piece of regular hot rolled steel in this entire product. The frame is CNC cut from high tensile AR plate. The axles are precision turned on a high speed CNC lathe from heat treated chromoly. The washers are hardened mil-spec stainless steel. The snap rings are made from oxided spring steel. The entire product went though more than 2 dozen iterations of stress analysis in FEA (Finite Element Analysis) before being produced and tested. This highly efficient (and patented) design is built to last!
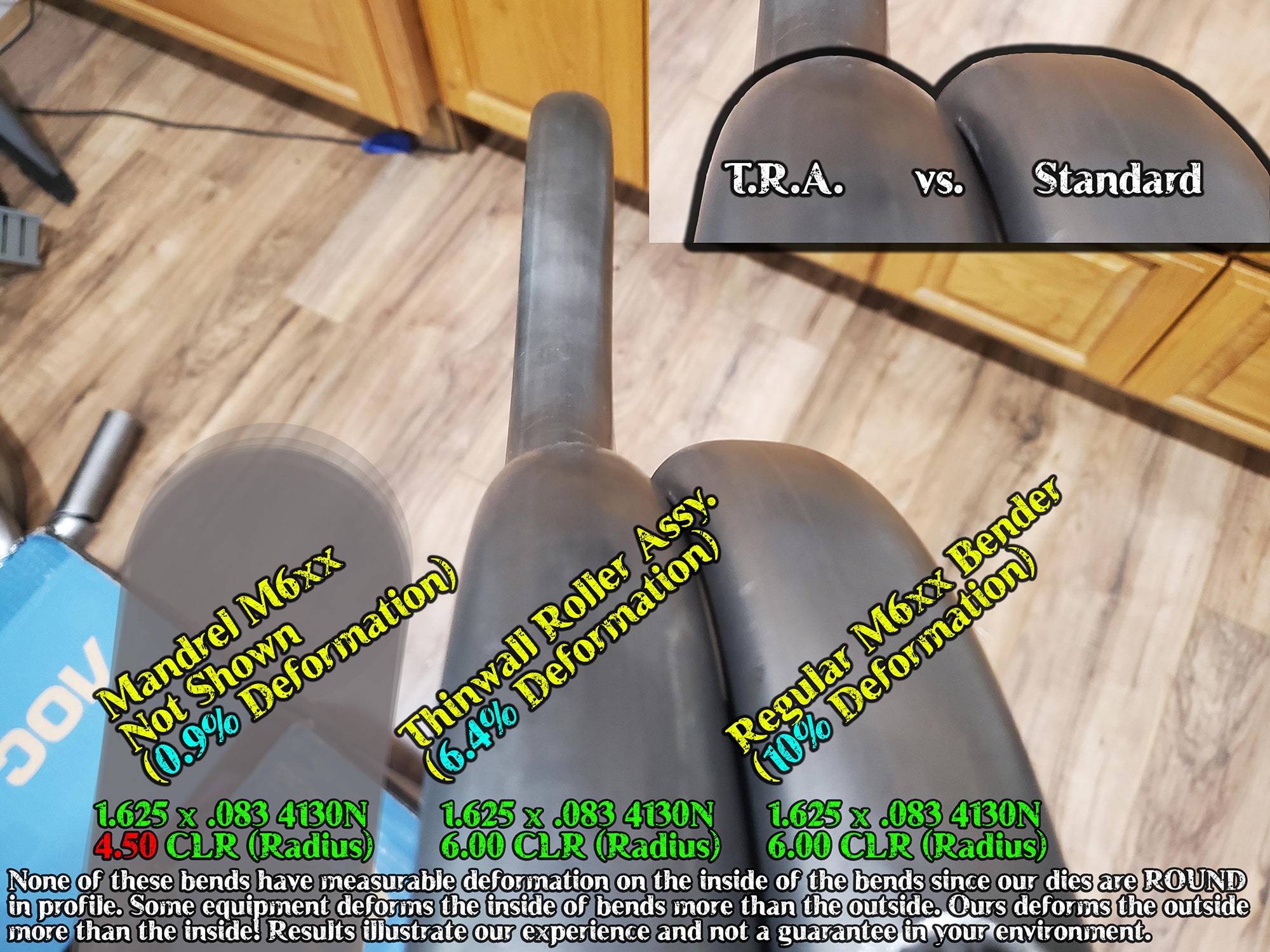
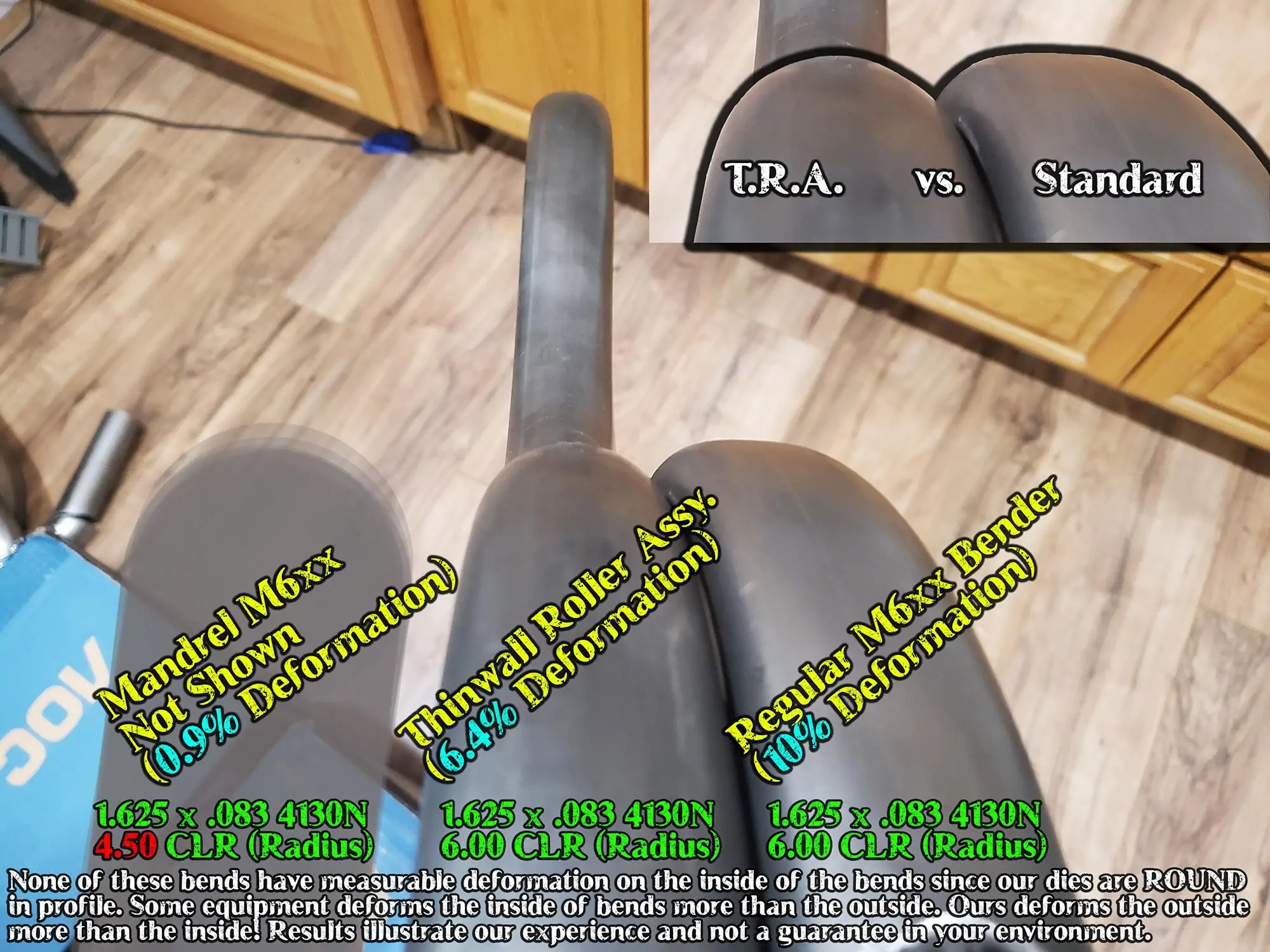
Here is a summary of the exact performance affects on the most common thin wall application:
1.625 (1 5/8″) OD x .083″ wall 4130 normalized chromoly bent on a 6″ radius:
A) M600/601/605/625 Bender with regular dies only: 10.0% deformation. This still passes certification by NHRA/SFI/NASA/ETC, but is not pretty. It is visibly flat on the outside of the bend. Insides of bends are essentially perfect (some other machines do the opposite, putting deformation on the inside).
B) M600/601/605/625 Bender with TWR (Thin Wall Roller) Upgrade: 6.4% deformation. This bend looks great, both inside of bend and outside. The outside deformation will be noticeable to some viewers with a more discerning eye but the bends will not be under any scrutiny and will not be a talking point with your customers. To the naked eye, these bends will look twice as good as the machine with regular pressure dies.
C) Mandrel Bender: When you convert your M6xx (any 600 series machine) to a mandrel bender with our mandrel attachment, you will see the deformation on this application drop to below 1%. This will permanently warp your perspective on bent tubing and you will no longer look at roll cages the same. You will notice deformation where others do not. This is overkill for many applications but is the ultimate in tube bending performance and structural safety.



2 reviews for Thin Wall Roller (T.W.R.) Assembly Upgrade – The best bends you can get without a mandrel!