When it comes to tube bending, people who are new to the profession often have a lot of questions. For instance, they often ask things like ‘what is tube bending?’ or enquire about the different methods of tube bending available.
The purpose of this beginner’s guide to tube bending is to teach you everything about the process. You will know about the basics of tube bending, and also about the different tube bending methods.
Once you have read this article to the end, you will be nothing short of a tube bending pro. Therefore, without any further ado, let us dive into it rightaway:
What is Tube Bending?
Tube bending is the metalworking process of bending tubes and pipes into various shapes for different metal fabrication purposes. Tubes formed out of the tube bending process are not limited to any particular metal, the process works on different materials including most metals and alloys.
There is no fixed way to bend a tube, there are many different options available to accomplish it. Each method comes with its own advantages, disadvantages, and price point.
What is the purpose of tube bending?
Tubes have higher structural integrity as compared to other metal shapes. However, straight tubes are not usable for many purposes, and they often need to be shaped and bent at different angles.
Therefore, tube bending is used so the tube can be reshaped as a whole, without cutting the tube itself. Using processes like cutting and welding the tube can weaken the integrity of the resulting structure, as compared to using tube bending methods.
Common Materials Used for Tube Bending
Tubes can be made out of almost every metal and metal alloy. However, certain materials are used more than others. Here are some of the common materials used for tube bending:
Aluminum:
Aluminum is not only the most abundant metal on the earth, but it is also one of the most common materials for metal tubes. Therefore, tube bending is often applied on Aluminium tubes.
Stainless Steel:
Stainless steel is created by using iron and chromium, giving it the strength of iron with an abrasion-resistant design. It is also flexible and machinable for bending processes.
Mild Steel:
Mild steel is not exactly metal, but an alloy. It is created by mixing carbon with iron, leading to a strong yet machinable material for metal tubing.
Titanium:
Titanium is one of the best materials for tubing because it is lightweight with high tensile strength. It also has corrosion-resistant characteristics for making tubes that last long.
Brass:
Brass tubing is often used in hardware due to its ability to be polished, along with high corrosion resistance and great strength.
What are the Different Types of Tube Bending Methods?
Tube bending methods are mainly classified into two types – hot tube bending and cold tube bending. Here is an explanation of these types and the various subtypes:
Hot Tube Bending
As the name suggests, hot tube bending involves heating the tube at a high temperature so the bending process becomes easier. Metals at high temperatures become softer and flexible, so they don’t break and can bend with a lesser force.
A major drawback of this method is that metals expand on heating, so the final dimensions of the bend and the angle of bend can be different on cooling than what is required.
Cold Tube Bending
The cold tube bending method does not require heating the metal tubing to a high temperature, the bending is accomplished at the room temperature of the tube. The major benefit of this method is that it provides higher accuracy, since there is no change in the final dimensions of the metal due to temperature changes.
Besides this temperature-based classification of tube bending processes, the different types of tube bending can also be defined based on the technology used. Here is a brief overview of these different types:
- Press bending: Press bending is one of the simplest bending processes. In press bending, two dies that are inclined at the required bend angle are pressed against a straight pipe to create the bend. While press bending is cheap, it doesn’t work on thick tubes.
- Rotary draw bending: Rotary draw bending is one of the best and most commonly used bending processes. In this method, the tube is clamped on its outer diameter and turned around a die called bend die. There are many different versions of rotary draw bending process.
- Compression bending: Compression bending is an old-school bending method. In this method, the pipe is clamped at both ends, and pressure is applied at the point where the bend is required.
- Roll bending: In roll bending, a series of rollers push the pipe through a coil that is winding at the required bend angle. There are many modifications to this method. Roll bending can be classified further into 3-roll bending and 4-roll bending.
- Mandrel bending: Mandrel bending involves inserting a metal bar (called a mandrel) inside the tube during the bending process, so the tube does not collapse.
- Wiper dies: Wiper dies are also insertions like mandrel, but they aren’t used inside the tube. They are used at the tangent of the bend die to prevent tube material deformation.
- Heat induction bending: Head induction bending involves heating the tube through a coil placed near the tube and then bending it with a pivot die.
- Sand packing and hot slab forming: Sand packing involves filling sand in a pipe and heating it in a furnace. Then slab forming takes place, in which the pipe is clamped on a slab and bent with a crane or a winch.
- Ring roll bending: Ring roll bending is used to form metal strips into small rings. Those rings can be then welded together for a variety of purposes.
- Ram bending: Ram bending is similar to press bending. The tubes are placed on two counter dies that are stationary and inclined at the bend angle. Then a pressure die applies the bending force on the tube.
What type of equipment do you need for tube bending?
In order to successfully bend a tube, you need a particular set of equipment. Here are the things that you should keep ready before you go ahead with the bending process:
Tube Benders
The first and foremost equipment that is required for tube bending is the tube bender itself. When you have the pipe bending machines ready, you can accomplish the bending process with this equipment itself. The purpose of the other equipment is to provide assistance and improve bend quality.
Depending on the running force, there can be multiple types of tube benders such as:
Manual Tube Bender:
Manual tube benders rely on the physical force of the operator who is bending the tube. These tube benders are cheaper as compared to other alternatives. These have limited application as they cannot bend materials with higher strength or thick-walled pipes.
Electric Tube Bender:
These tube benders use an electric servomotor to move the dies and accomplish the bending process. These are a little bit more expensive than manual benders, but they can work on hard pipes very well.
Hydraulic Tube Bender:
Hydraulic tubes rely on hydraulic pressure (pressure created by narrow water beams), the same principle that is used in cranes and other high-force machines. These tube benders can bend even the thickest and hardest pipes out there. These can operate with electricity (hydraulic/electric tube benders) or without it.
Die Sets:
Most tube bending technology require a set of dies to hold the tube and to apply pressure on them for bending purposes. The main dies used for this purpose are clamp die, bend die, and pressure die. Clamp die are generally stationary, while the pressure die apply force to create the bend.
Mandrels:
Pipe bending machines, regardless of how efficient they are, can sometimes result in the collapse of the pipe or the deformation of shape. This is why a bar called a mandrel is inserted into the tube to preserve its integrity.
Wiper Dies:
Wiper dies are inserted in the tangent of the bend die, at the point where the bend die touches the tube bend. The aim of wiper dies is to prevent material deformation that occurs during the bending process.
Software:
When using electric tube bending machines with CNC controls, you will require software that can guide and oversee the bending process. This software often comes with the tube bending machines that you purchase if the machine is capable of automatic control.
Tube and Pipe Bending Terms
When you are choosing a tube bender or doing the bending process itself, there are certain terms you will frequently encounter. Here are these terms along with the meaning for each of them:
Wall Thickness:
Wall thickness is the thickness of the material of the tube, generally measured in millimeters. Thicker tubes are more sturdy but can be a little harder to bend.
Inside Diameter (ID):
Inside diameter is the diameter of the inside of the tube, measured till the inside edge. If you are using a mandrel, the thickness of the mandrel is decided based on this diameter.
Outside Diameter (OD):
Outer diameter is the diameter of the tube measured till the outside edges. The size of tooling you use is calculated based on this diameter.
Degree of Bend (DOB):
The degree of bend (DOB) is the angle at which the pipe is bent. This angle is generally measured in degrees.
Center Line Radius (CLR):
Centerline radius is a little tricky to understand. By definition, it is the radius of the center of curvature of the bend, the center of the axis of the tube. To understand this, imagine the curved part of the bent tube to be a full circle. The centerline axis will be the radius of the circle.
To calculate CLR, simply trace the bent part of the tube on paper. Using a compass, move the bend along the trace to extend the curve until it’s a full circle. Measure the radius of this circle to the center of the tube, it will be the centerline radius.
The center line radius is inscribed on the tooling you use, to make sure it is the right size for the required bend.
Achieved Center Line Radius (Achieved CLR):
When the tube is bent, the final bend measurements can differ a little bit from the intended, due to little changes and deformations in the metal walls of the tube. The final center line radius is called the achieved center line radius.
Springback:
When the bent tube is released from the clamps of tube bender, the tube straightens out a little like a spring released from tension. This change in shape is called springback. For accurate bending, spring back should be as little as possible.
Step-by-step Tube Bending Process
While the exact steps of bending a tube can vary based on the types of tube bending technology you use, the basic idea is more or less the same. Here are the general steps to bend a tube that applies to most processes out there:
Step 1: Getting the equipment
First things first, get all the equipment that you need for bending a tube. Choose a tube bender appropriate for your requirements, and other materials such as mandrel and wiper dies. Make necessary calculations such as OD, ID, and wall thickness for the tooling and mandrel.
Step 2: Set up the tube bender
Tube benders come with various adjustments and setting dials to make them ready for the size of tubes that you are using. Set up the tube bender appropriately. If you are using a software-controlled tube bender, you can use the software to make these adjustments.
Step 3: Align the tube
Align the tube on the tube bender properly. Use the mandrel and wiper dies in the right places as required. Generally, tube benders come with a protractor to measure the bend angle. If your tube bender doesn’t come with a protractor, mark the reference points on a paper to keep track.
Step 4: Bend the tube
Follow the guidelines that come with your tube bender to go ahead with the bending process. These directions can vary significantly between different benders, so make sure you are referring to the guidelines for your particular model.
Step 5: Disengage the parts
Disengage the tube from the bender along with other equipment like dies and wiper dies. Make sure you remove the tube safely as the springback and other factors come with the risk of injury.
Tube Bending Design
When you are bending a tube, there are certain pointers regarding tube bending design that you should keep in mind:
Bend Shapes
- The exact angle of bend can vary based on the project. However, some common applications name a simple bend shape instead of an angle. Some common bend shapes are ‘L bend’, ‘U bend’, ‘S bend’, and ‘Coil bend’.
- When mechanical force is applied to the tubes during the bending process, it can often result in a change in the shape of the tube from round to oval. This change in shape is called Ovality. It is measured as the difference between the maximum outer diameter and the minimum outer diameter.
- In order to account for springback, you should take into account springback compensation. This compensation is different for different materials. Here is the springback compensation for some common materials:
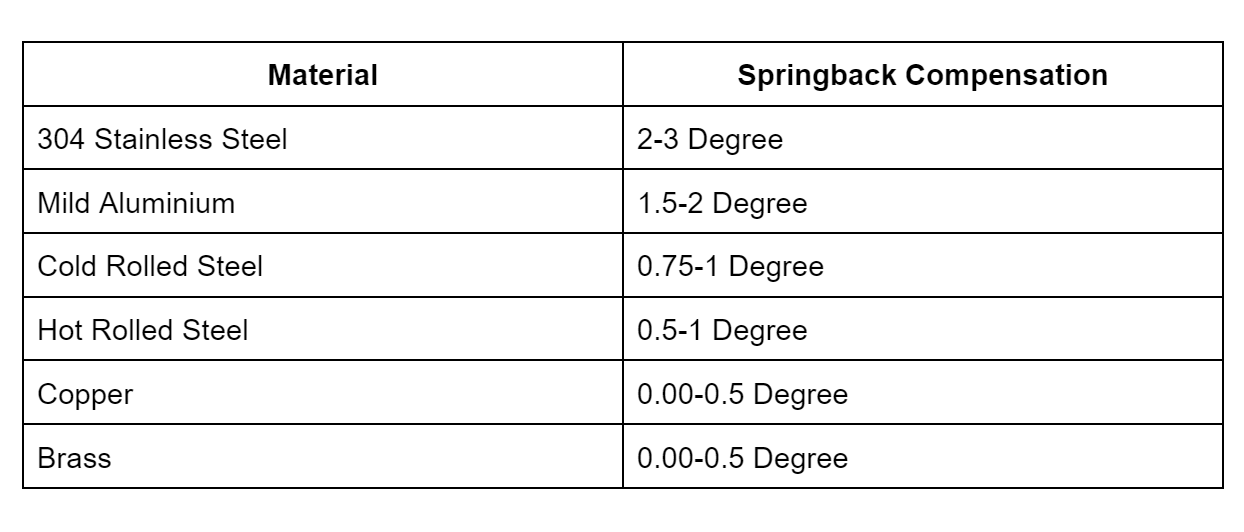
Material
Springback Compensation
304 Stainless Steel
2-3 Degree
Mild Aluminium
1.5-2 Degree
Cold Rolled Steel
0.75-1 Degree
Hot Rolled Steel
0.5-1 Degree
Copper
0.00-0.5 Degree
Brass
0.00-0.5 Degree
Industries That Utilize Tube and Pipe Bending
Tube and pipe bending is one of the basic metal forming processes that it is the backbone of most major industries. Some of the most common industries that utilize these metal forming processes are:
Automotive industry
- Tube bending is used in exhaust systems in every automotive industry.
- Tube benders are also utilized for making roll cages of race cars, ATVs, and off-road vehicles.
Aerospace Industry
- Tube benders are used for adding structural integrity to space vehicles and components.
Manufacturing:
- Tube bending processes are used for making machines and tools for almost all manufacturing industries.
Furniture and Recreation:
- Frames of furniture such as beds and tables are made using the bending of tubes.
- Outdoor recreation items such as collapsible beds, chairs, and frames of tents are made using tube benders.
- Frames for rides and roller coasters in amusement parks are extensively made by tube bending.
Construction:
- Heavy weight lifting cranes in the construction industry are designed by using tube bending.
- The frames for skyscrapers and other structural components are also created using the tube bending process.
- Rotary draw bending is also commonly utilized for stair railings in buildings.
Agriculture:
- Tube bending is utilized in various heavy-duty parts for farming equipment such as combines, tractors, and their various attachments.
- Agricultural vehicles also use roll cages created by the tube bending process.
What are the main mistakes that most beginners make when tube bending?
When beginners go ahead with the tube bending process, there are some common mistakes that they usually make. Here are some of the things you should remember for creating high-quality bends without causing damage to the materials or to yourself.
Weld Seam
Most projects make use of welded seam tubes, as they are economical and just as strong as seamless tubes. As a beginner, you should keep in mind to turn this weld seam towards the inside of the bend, to maintain a good appearance of the tube.
Tube Elongation
Tube elongation is the maximum length to which the tube can be stretched before it breaks down. The greater the bend, the greater the elongation. Therefore, make sure that the tube you are bending can withstand the bend angle you require.
Multiple Bends
When making multiple bends in a tube, remember to keep sufficient distance between two consecutive bends for the purpose of clamping the tube. Also, keep in mind that multiple bends can increase the cost and time for the project itself.
Standard Tubes vs Custom Tubes
Certain projects may call for custom tube shapes and sizes. However, whenever possible and applicable prefer using standard tube shapes and sizes. They provide the benefit of saving costs due to the greater availability of tooling at the right price.
Avoiding High Bend Angles
If it is possible, avoid taking the bend angle over 90 degrees. Higher bend angles can lead to a greater probability of tube collapse or material deformation.
Endnotes
After reading the information presented in this article, you are now familiar with all the basic concepts of tube bending along with how to do it yourself.
To save yourself some trouble and wastage of resources, follow the safety tips and recommendations mentioned here closely. Most importantly, be cautious when choosing the right tube bender as it can be the difference between a high-quality bend and a tube that ends up breaking.
RogueFab has a range of top-of-the-line tube benders that are ideal for any application you see fit. Browse through our range of products and choose one that fits your price point and requirements.